Compression Moulding: What We Learned Beyond Traditional Injection Moulding

As a tooling and manufacturing company, most of our daily work revolves around plastic injection moulds, silicone moulds, and rubber compression moulds. Over the years, we have developed extensive experience in tooling design, mold manufacturing, injection molding production, and process optimization across automotive, medical, electronics, and industrial applications.
Recently, we received an inquiry for a Heated Compression Mould operating at temperatures up to 450°C. This project was quite different from the typical injection moulds we manufacture, so we took the opportunity to study the process in greater detail, review industry resources, and discuss the technology with professionals familiar with PTFE and high-performance polymer processing.
The experience was both educational and fascinating. We would like to share some of the key findings for anyone interested in compression moulding technology.
What is Compression Moulding?
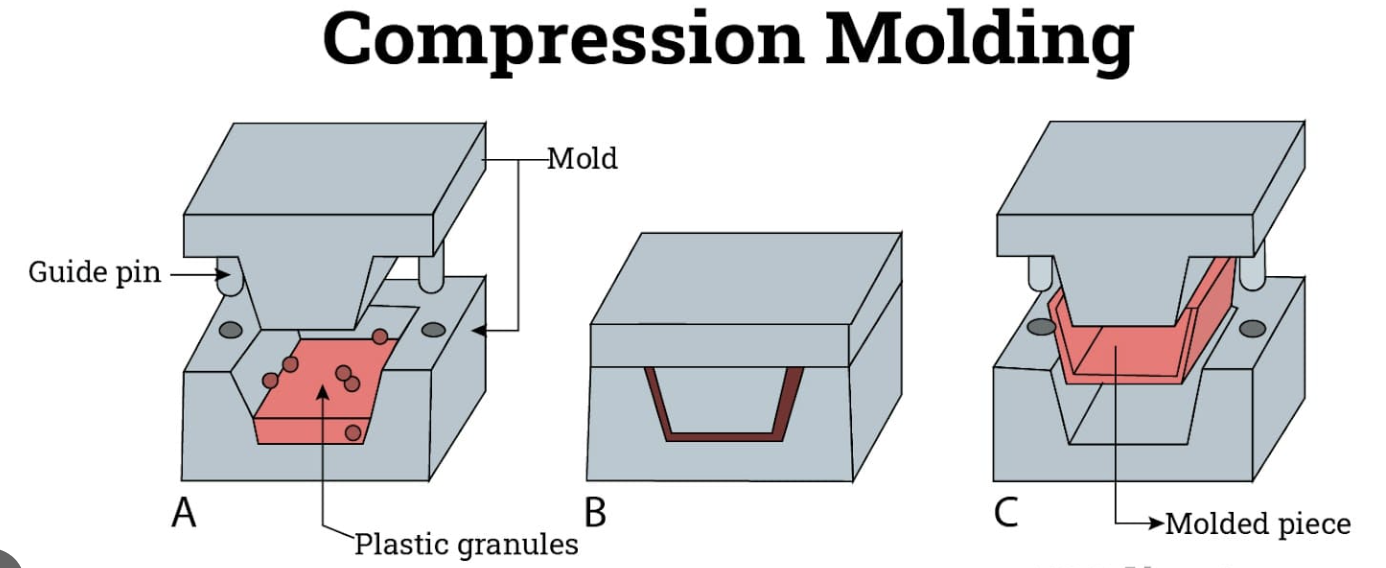
Compression moulding is one of the oldest polymer processing technologies and was originally developed for manufacturing composite and thermoset parts as an alternative to metal components.
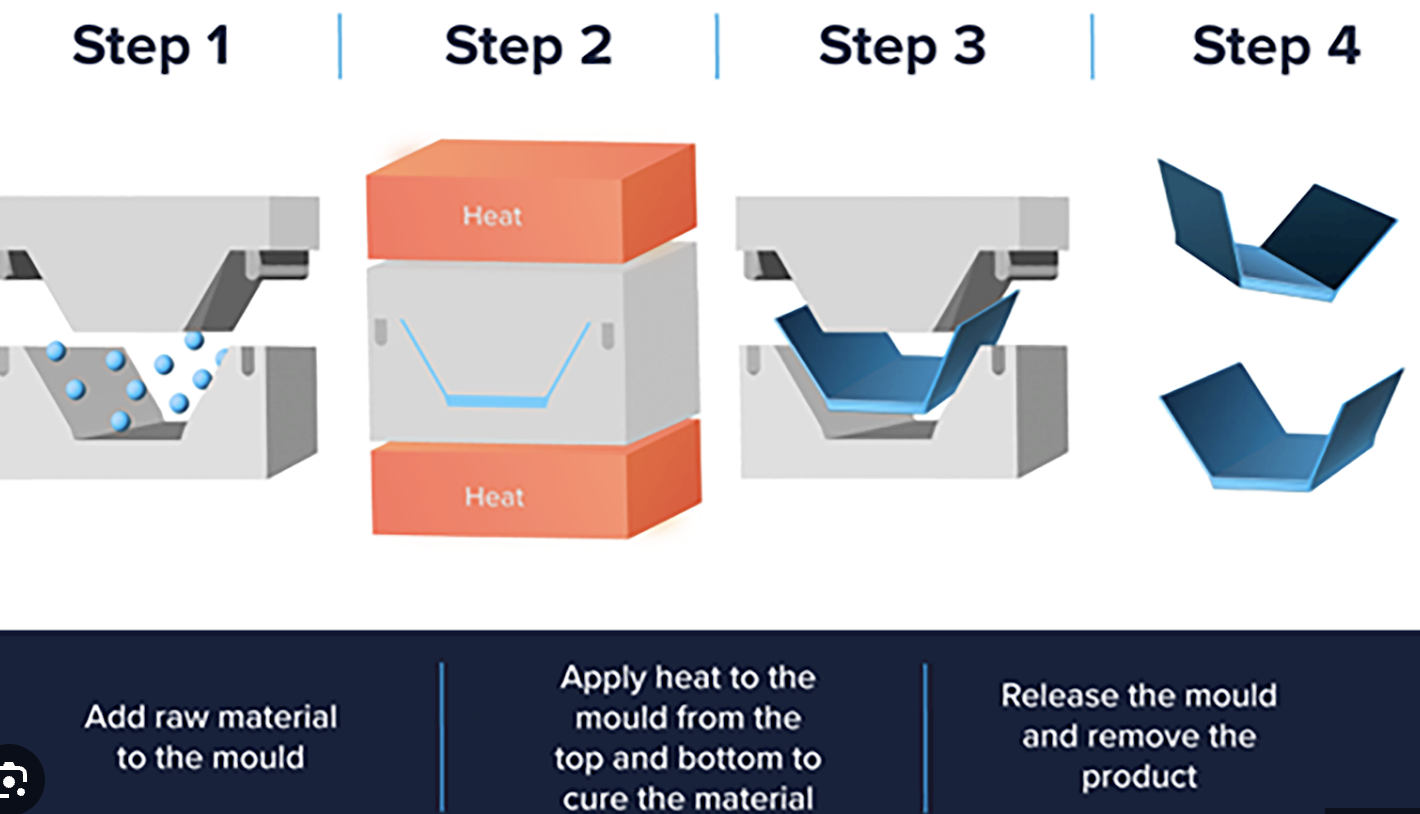
Unlike injection moulding, where molten material is injected into a closed cavity under pressure, compression moulding places a pre-measured amount of material directly into an open mould cavity. The mould is then closed, pressure is applied, and heat is used to form the material into its final shape.
The process is commonly used for:
- PTFE and filled PTFE compounds
- PEEK and other high-performance thermoplastics
- Silicone rubber
- Rubber components
- Carbon fiber composites
- Glass fiber reinforced composites
- Thermoset materials
- Large plates, rods, tubes, and billets
Compression moulding is particularly suitable for larger, simpler geometries where material efficiency and structural stability are important.

Compression Moulding vs Injection Moulding
Many engineers naturally compare compression moulding with injection moulding.
Injection moulding offers:
- High production efficiency
- Excellent repeatability
- Capability for highly complex geometries
- Lower cost per part at high volumes
Compression moulding offers:
- Lower tooling investment
- Minimal material waste
- Suitability for expensive materials
- Better performance for large and thick-wall components
- Reduced flow lines and weld lines
As a general guideline, injection moulding is often preferred for high-volume production, while compression moulding is frequently selected for low to medium production volumes or for materials that are difficult to process through traditional injection methods.
Why PTFE is Different
One of the most interesting discoveries during our research was understanding why PTFE is commonly processed using compression moulding.
Most thermoplastics become sufficiently fluid when heated and can easily be injected into a mould cavity.
PTFE behaves differently.
Although PTFE has a melting point of approximately 327°C, it does not flow like conventional thermoplastics when heated. Its melt viscosity remains extremely high, making conventional injection moulding impractical for most PTFE applications.
As a result, PTFE is often manufactured using:
- Cold compression moulding
- Sintering
- Ram extrusion
- Isostatic pressing
Large PTFE rods, billets, tubes, and sheets are frequently produced by compressing PTFE powder into a preform and subsequently sintering the material under carefully controlled heating and cooling cycles.

Is Compression Moulding Tooling Simple?
At first glance, compression moulding tools appear much simpler than injection moulds.
Many compression moulds consist of:
- Upper punch
- Lower punch
- Cavity sleeve
- Heating system
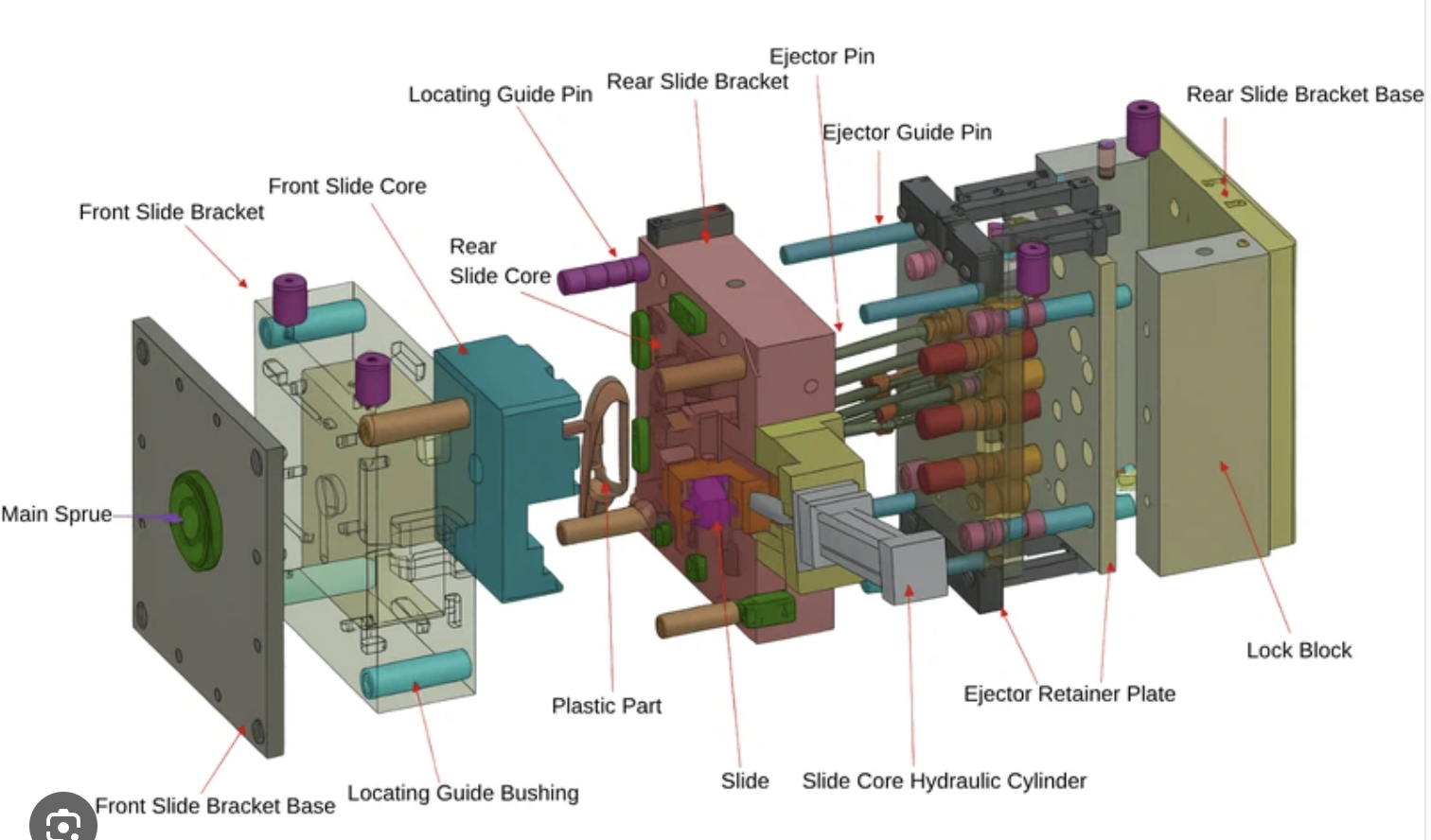
Compared with hot runners, cooling circuits, sliders, lifters, and complex ejection systems found in injection moulds, the tooling structure may seem straightforward.
However, our research revealed that the real engineering challenge lies elsewhere.
Critical Design Considerations for Compression Moulding Tools
1. Pressure Distribution
Unlike injection moulding, where material flows into the cavity, compression moulding relies on direct compaction.
Uneven pressure distribution can result in:
- Density variations
- Dimensional instability
- Internal voids
- Product cracking after cooling
Tool rigidity and structural strength are therefore critical.
2. Thermal Management
For high-performance polymers such as PTFE, PEEK, PPS, or PAI, thermal control becomes one of the most important design factors.
Engineers must consider:
- Heating uniformity
- Thermal expansion of tool steel
- Temperature gradients
- Heat retention
A cavity that appears mechanically simple may require highly sophisticated thermal engineering.

3. Heating System Design
Depending on the process, heating may be achieved through:
- Cartridge heaters
- Heating plates
- Oil heating systems
- Electric resistance heating
The objective is not simply reaching a target temperature, but achieving temperature consistency throughout the entire moulding surface.
4. Cooling System Design
One aspect we found particularly interesting is that cooling channels are not always required in compression moulds.
Unlike injection moulds, where cooling circuits are almost mandatory, compression moulds may or may not include cooling systems depending on:
- Material type
- Part thickness
- Dimensional requirements
- Production cycle requirements
For high-temperature applications, cooling systems are often introduced to control cooling rates, reduce internal stress, and improve dimensional stability.
5. Material Selection for Tooling
Tool steel selection becomes increasingly important when processing temperatures approach 400–450°C.
Key considerations include:
- Thermal fatigue resistance
- Dimensional stability
- Hardness retention at elevated temperatures
- Oxidation resistance
Common materials may include H13, 1.2344, H11, 1.2343, and other high-temperature tool steels, depending on the specific application.
6. Product Release and Demoulding
Compression moulded products often experience different shrinkage and friction characteristics compared to injection moulded parts.
Proper draft angles, surface finishes, and demoulding strategies must be considered during tool design.
7. Process and Tool Must Be Designed Together
Perhaps the most important lesson we learned is that compression moulding tools cannot be designed independently from the process itself.
The final result depends on:
- Material formulation
- Compression pressure
- Heating profile
- Holding time
- Cooling profile
- Equipment capability
In many cases, the mould is only one component of a complete manufacturing system.
Final Thoughts
As manufacturing technologies continue to evolve, there is always something new to learn beyond our primary areas of expertise.
This recent exploration into heated compression moulding gave us a deeper appreciation for the challenges involved in processing PTFE and other high-performance polymers. While the tooling may appear mechanically simpler than a traditional injection mould, successful compression moulding requires careful consideration of pressure, temperature, material behavior, and process control.
For engineers, tooling designers, and manufacturers, it serves as a reminder that simple-looking tools can often hide complex engineering challenges beneath the surface.
We look forward to continuing to expand our knowledge and supporting customers across a wider range of manufacturing technologies.
Have you worked with PTFE, PEEK, or heated compression moulding systems? We would be interested to hear about your experience and insights.