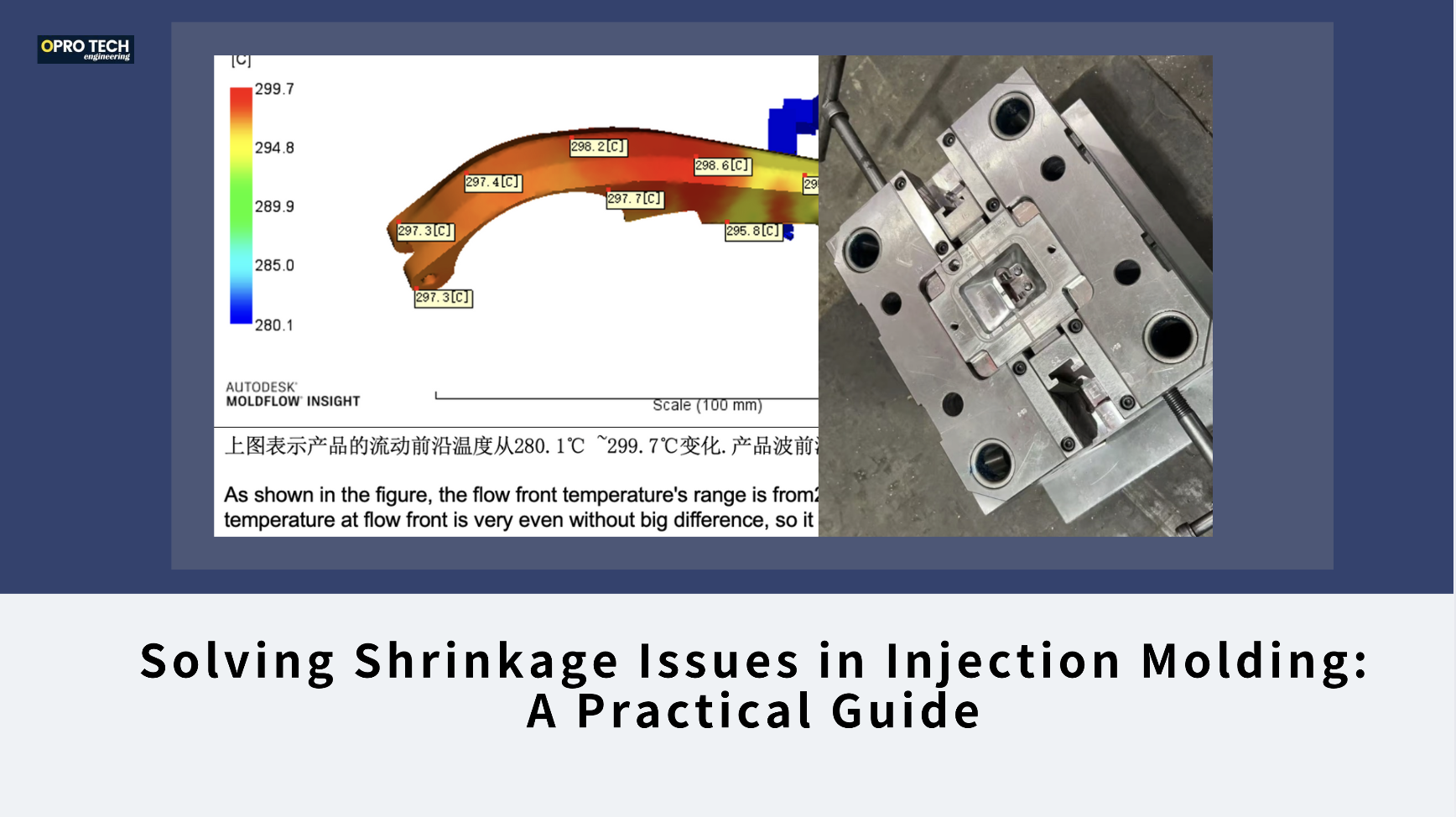
Solving Shrinkage Issues in Injection Molding: A Practical Guide
⭐ What Is Shrinkage in Plastic Injection Molding?
Shrinkage refers to the reduction in size (volume or dimensions) of a plastic part as it cools and solidifies in the mold. It happens because plastics contract when they change from a molten (liquid) state to a solid state.

🔑 Why Does Shrinkage Happen? (Root Causes)
1. Thermal Contraction:
- Plastic expands when heated and shrinks when cooled. After injection, as the plastic cools down inside the mold, it naturally contracts, causing shrinkage.
2. Material Properties:
- Different materials have different shrinkage rates. For example:
- Semi-crystalline plastics (e.g., PA, POM, PP): Higher shrinkage due to their crystalline structure.
- Amorphous plastics (e.g., ABS, PC, PMMA): Lower shrinkage.
3. Mold Design:
- Non-uniform wall thickness can cause uneven cooling, leading to warping or local shrinkage.
- Poor gate location and runner system design affect material flow and packing, impacting shrinkage.
4. Processing Parameters:
- Injection pressure and holding pressure/time: Insufficient packing pressure leads to shrinkage because less material fills the mold as it cools.
- Melt temperature: If too high, plastic will shrink more when cooling.
- Mold temperature: If too low or uneven, causes inconsistent cooling and shrinkage.

✅ How to Solve or Control Shrinkage?
1. Material Selection
- Choose materials with low and stable shrinkage rates, especially for high-precision parts.
- Check the shrinkage rate data from material suppliers to design molds properly.
2. Optimize Mold Design
- Design parts with uniform wall thickness to ensure even cooling.
- Proper gate location to allow effective packing of the material.
- Use cooling channels for uniform mold temperature.
- Include draft angles to avoid deformation during ejection.
3. Adjust Process Parameters
- Increase holding pressure/time to pack more material as it cools.
- Optimize melt temperature to prevent excessive material contraction.
- Adjust mold temperature to maintain a balance between flow and cooling.
4. Compensation in Mold Design
- Design the mold cavity slightly oversized to compensate for expected shrinkage. (Common practice)

⚙️ Example Case (Real-life Understanding)
Imagine molding a PA66+30GF part (glass fiber reinforced). This material has higher shrinkage along flow direction and lower shrinkage across flow due to fiber orientation.
If you don’t account for this:
- Parts may not fit together correctly.
- Holes and bosses may shift in position.
To solve it, you may: - Increase packing pressure.
- Redesign the gate location.
- Add cooling channels near thick sections.
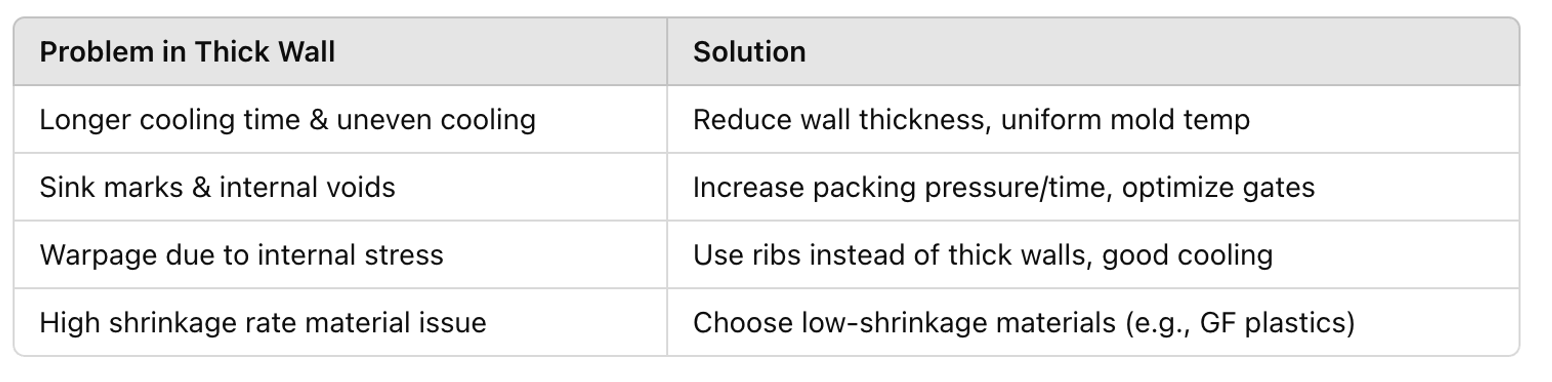
🔑 Why Does Thick Wall Cause Shrinkage Problems?
1. Longer Cooling Time
- Thicker walls take much longer to cool and solidify than thin walls.
- While the outer layer may solidify quickly, the inner core is still hot and molten.
- As the core cools and shrinks, but the outer layer is already hard, it pulls the outer shell, causing sink marks, warping, or internal voids.
2. Uneven Cooling (Outside vs. Inside)
- The surface touching the mold cools fast and hardens, but the inner part stays hot longer.
- This difference creates internal stress because the inside is shrinking while the outside is fixed in place.
- Result? Deformation, warpage, or dimensional inaccuracies.
3. Insufficient Packing in the Core
- In thick parts, it's hard to push enough material into the core during the packing/holding phase because the outer layers freeze first.
- Once the outer skin freezes, no more material can flow in to compensate for shrinkage inside.
- So, internal shrinkage (voids) and sinks happen easily.
✅ How to Solve Shrinkage Issues in Thick Wall Parts?
🔹 1. Reduce Wall Thickness (Best Practice!)
- First priority: Try to redesign the part to reduce wall thickness as much as possible.
- Use ribs or structural supports instead of solid thick walls.
Example: Instead of a 10mm solid wall, you can use a 4mm wall with cross ribs for strength.
🔹 2. Optimize Gate and Runner Design
- Place the gate near thick areas to ensure good material flow and effective packing.
- Use multiple gates if needed for large/thick parts.
🔹 3. Increase Packing (Holding) Pressure and Time
- Apply high packing pressure to force more material in as it cools.
- Extend holding time so material can fill in as shrinkage occurs.
- But be careful — too much pressure can cause other defects (e.g., flash).
🔹 4. Control Mold Temperature
- Keep higher mold temperature to slow down cooling — allows more material to pack inside.
- Use uniform cooling channels to prevent temperature differences (avoiding uneven shrinkage).
🔹 5. Use Suitable Material
- Choose materials that shrink less or are less sensitive to thick walls.
- For example, glass fiber reinforced plastics (GF) shrink less and are more dimensionally stable.
🔹 6. Gas-Assisted Injection Molding (GAIM) — Optional
- For very thick parts, you can use gas-assisted molding to create hollow sections inside — reduce material, weight, and shrinkage.
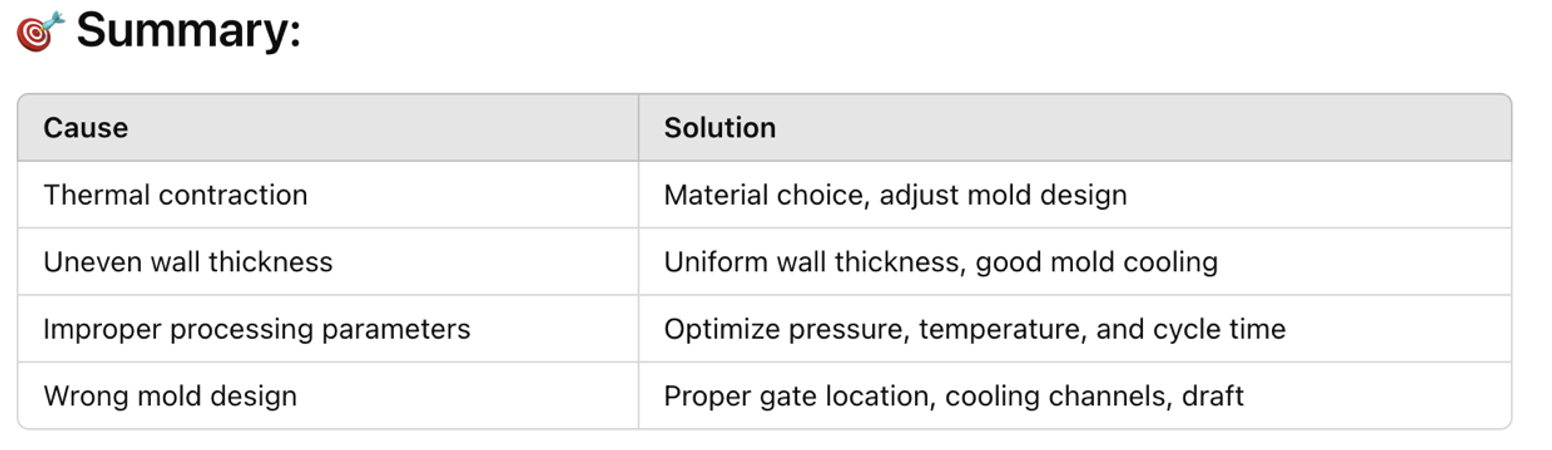
🎯 Summary Table:
📊 Bonus Example (Quick Case):
Imagine molding a cover part with 6mm wall thickness in ABS:
- Problem: Deep sink marks on outer surface.
- Solution:
- Redesigned wall to 3mm with ribs for strength.
- Increased holding pressure by 20%.
- Used higher mold temp to slow outer shell freezing.
- Shrinkage & sink marks significantly reduced.
· Shrinkage is a common but challenging issue in plastic injection molding, especially when dealing with thick wall parts. Understanding why it happens and how to address it is key to producing high-quality parts and avoiding costly defects.
·
· Personally, I keep learning about these technical issues every day because each project we do brings new challenges. I believe sharing what I learn through real work experience can help others in the industry. If you are working on a project and facing similar issues with molding, or if you want to develop new parts and avoid these problems from the start, feel free to reach out. I'd be happy to exchange ideas or explore possible cooperation.
·
· Let's keep learning and building better solutions together!
Factory add: No 39, Zhen an west road, Changan town , Dong guan city, China.